






دستگاه پانچ شین CNC HQ600-S-8P
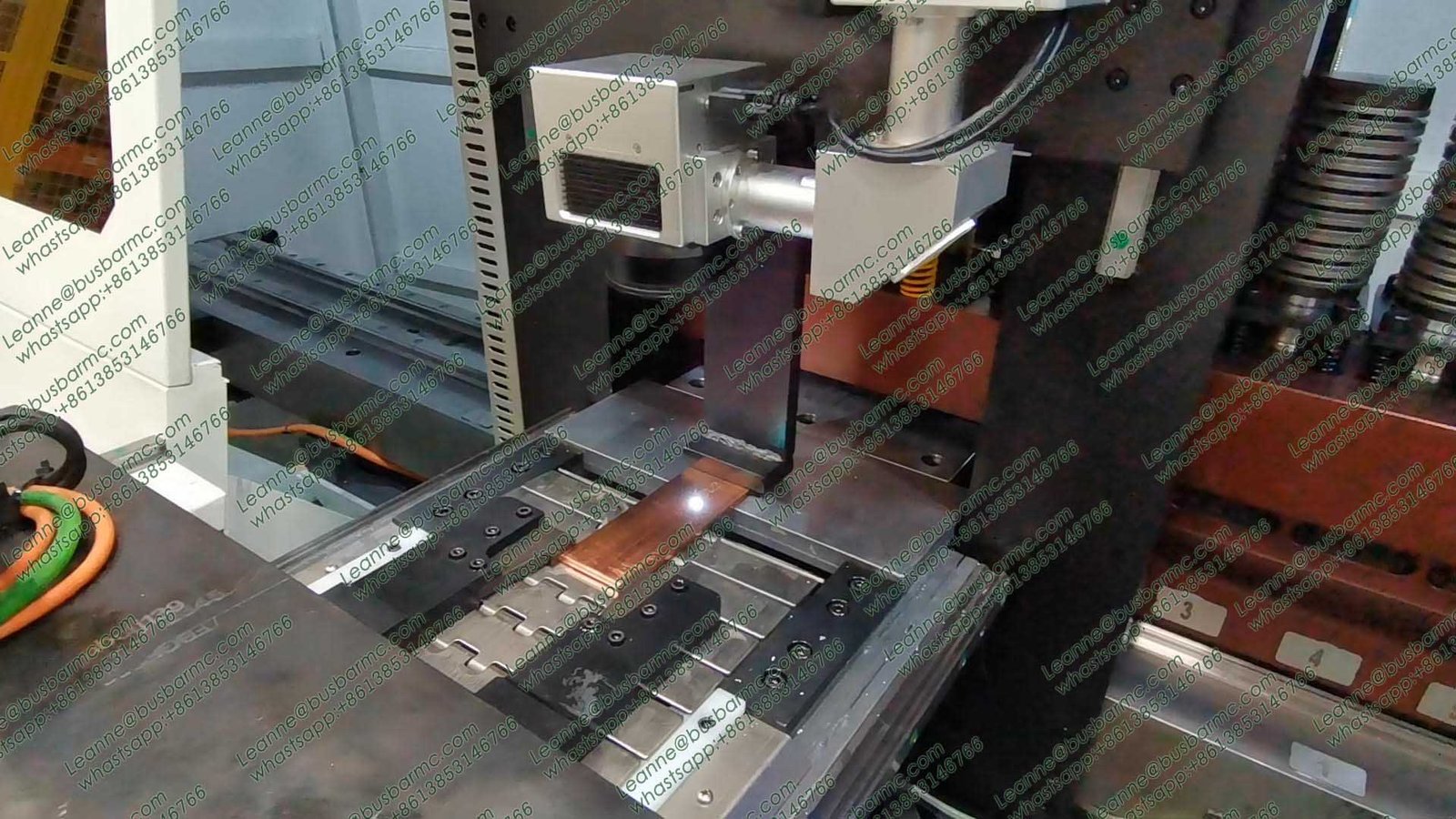
دستگاه پانچ شین CNC LTMC HQ600-S-8P یک دستگاه پردازش شینه CNC با کارایی بالا است که پانچ و برش را ادغام می کند. دستگاه پانچ و برش باسبار CNC HQ600-S-8P از یک قاب قالب ستونی مستقیم با 8 پانچ، 1 برش استفاده می کند تا از متمرکز بودن قالب های بالایی و پایینی در طول استفاده طولانی مدت در طول پردازش اطمینان حاصل کند. همچنین مجهز به سیستم کنترل CNC و سیستم CAD/CAM است که راندمان تولید پانچ و برش شینه را تا حد زیادی بهبود می بخشد. برای دریافت آخرین قیمت دستگاه منگنه زن و شیرینگ شینه، همین حالا با ما تماس بگیرید.
آنماشین شینه ویدئوها:
اطلاعات:








مشخصات دستگاه پانچ باسبار مسی HQ600-S-8P
| مدل | HQ600-S-8P |
| حداکثر نیرو | 600kN |
| اندازه ایستگاه تغذیه | 3000x500mm |
| اندازه ایستگاه تخلیه | 2500x500mm |
| حداکثر اندازه بشقاب | 6000x200x15mm |
| حداکثر ضخامت پردازش | 15 میلی متر |
| حداکثر عرض پردازش | 200 میلی متر |
| حداکثر قطر پانچ | Ø4.3-Ø55mm |
| حداکثر تعداد قالب های برش | 1 |
| حداکثر تعداد قالب های پانچ | 8 |
| حداکثر تعداد قالب منبت | 0 |
| X-Axis Maximum Travel | 2000 میلی متر |
| خطای دقت محور X | 0.10/500mm |
| حداکثر سفر محور Y | 960 میلی متر |
| خطای دقت محور Y | 0.10/500mm |
| Z-Axis Maximum Travel | 310 میلی متر |
| حداکثر سرعت موقعیت یابی محور X | 75 متر در دقیقه |
| ضربه سیلندر ضربه ای | 45 میلی متر |
| تعداد محورهای کنترل | 6 |
| ابعاد (LxWxH) | 10500x2750x1800mm |
| وزن | 6700 کیلوگرم |
ویژگی:
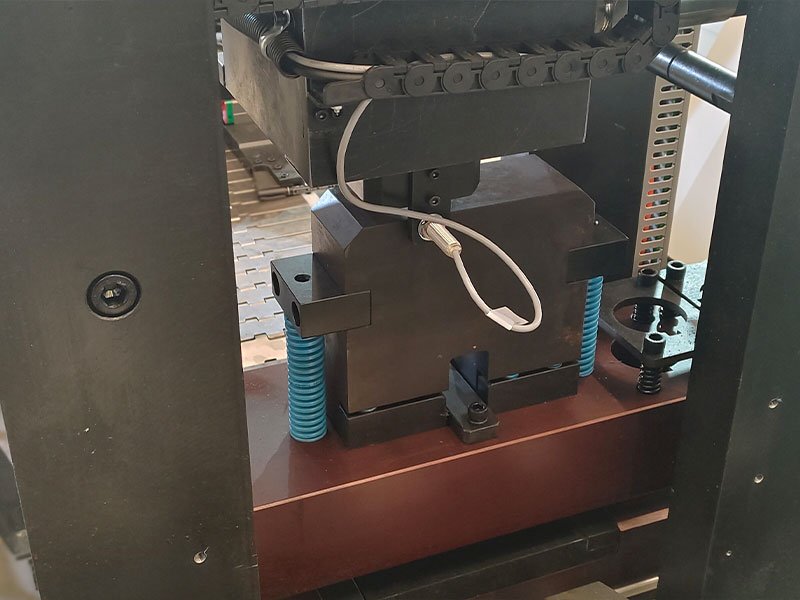
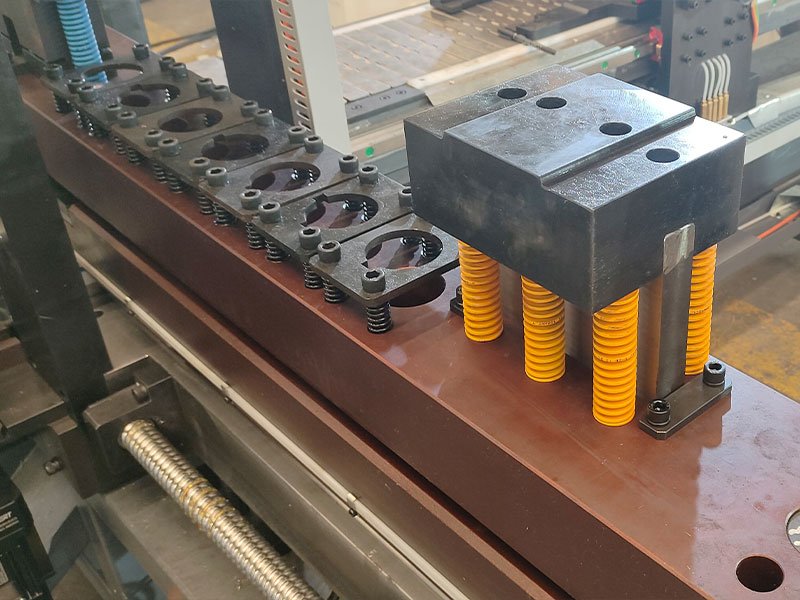
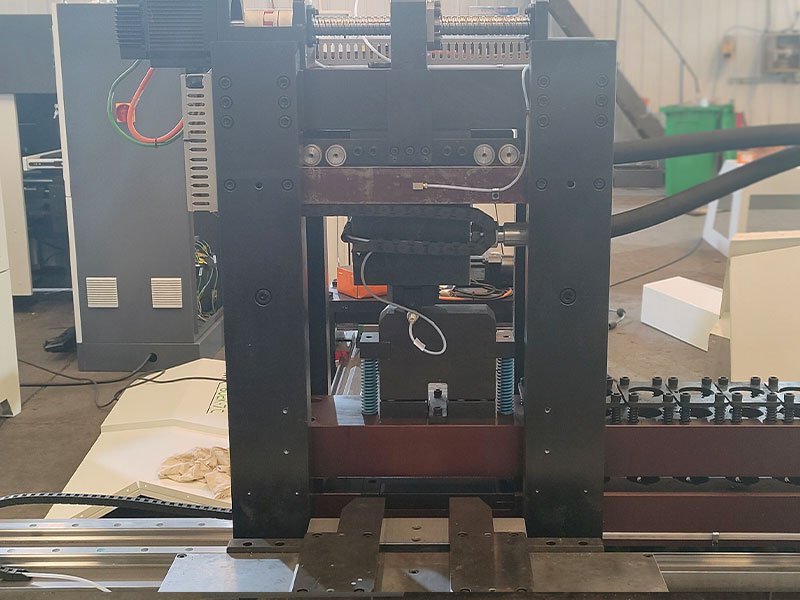
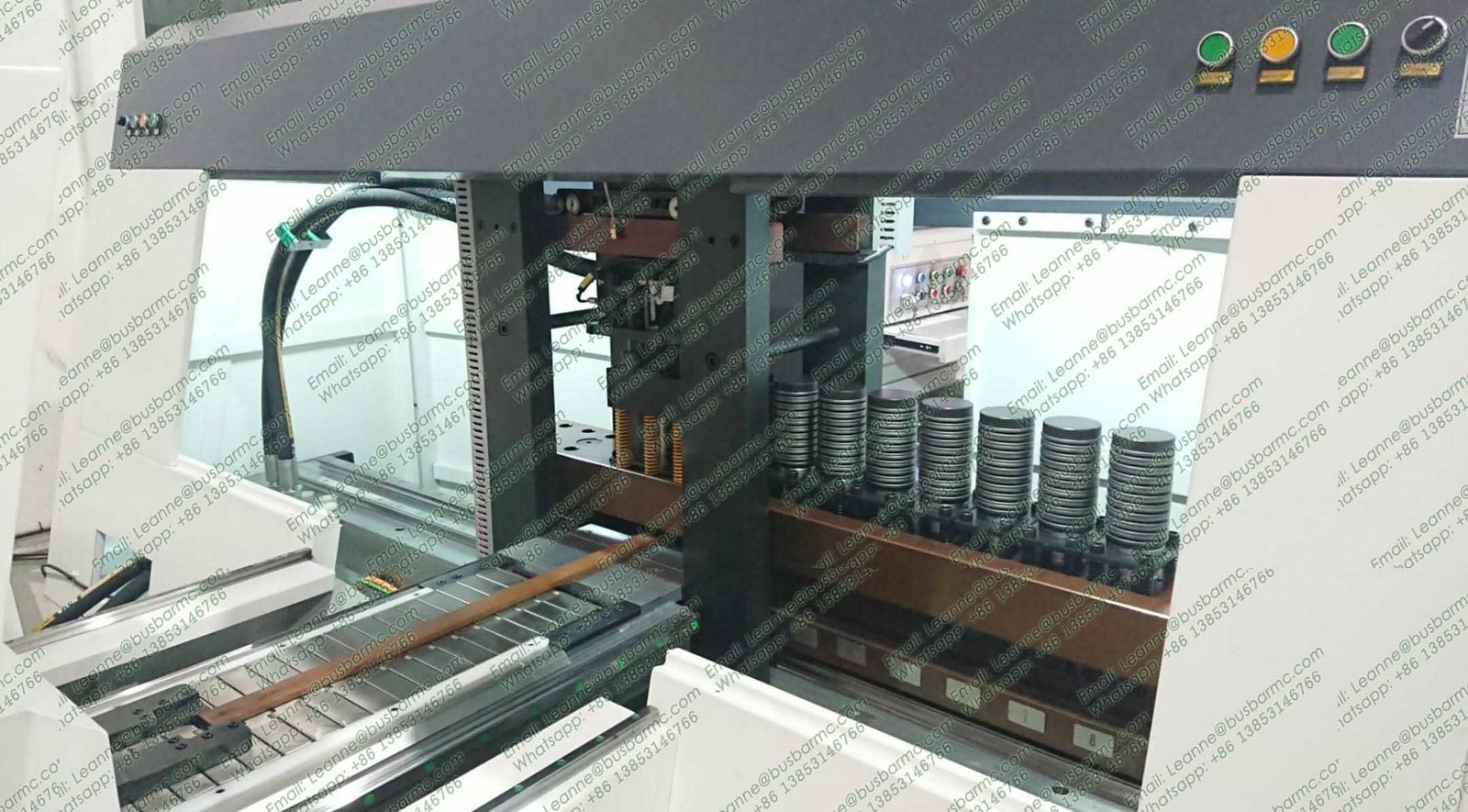
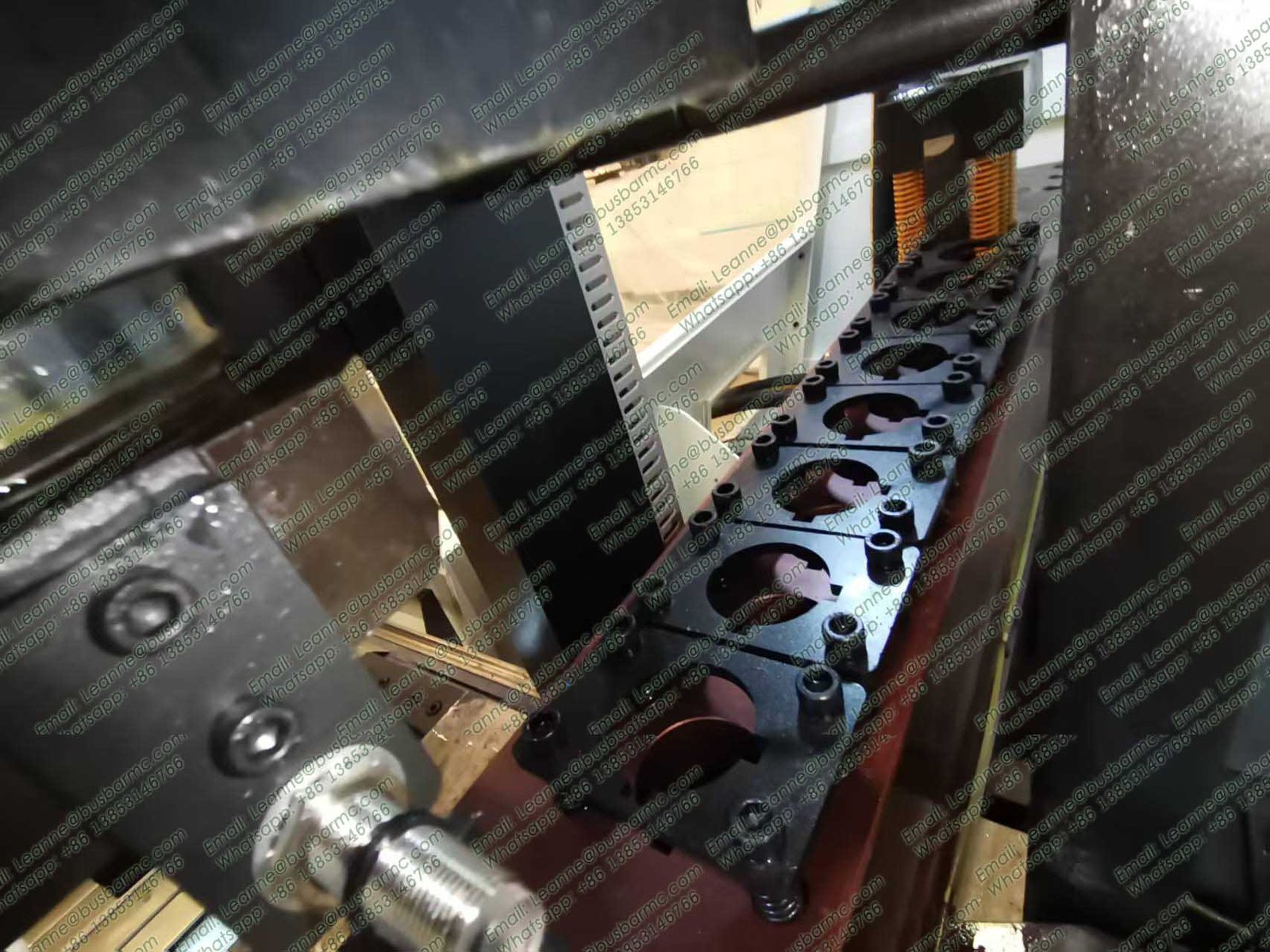
کتابخانه قالب تک ردیفی ستون مستقیم، متشکل از 8 قالب پانچ + 1 قالب برش.
طراحی کتابخانه قالب تک ردیفی، با 8 قالب پانچ + 1 قالب برش در یک ردیف برای اطمینان از متمرکز بودن کار پانچ و برش. با اطمینان از راندمان پانچ و برش (40 متر در دقیقه)، کنترل دقیق می تواند به 0.1 میلی متر / 500 میلی متر برسد.
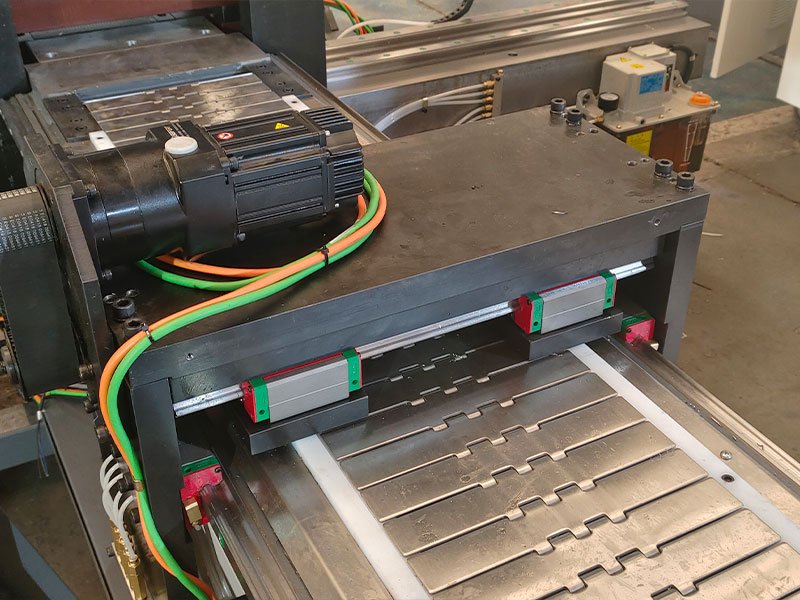
سیستم سروو برای دستیابی به کنترل 6 محوری استفاده می شود و راندمان پانچ و برش محور X حداکثر 75 متر در دقیقه است.
سیستم حرکت 6 محوره از 6 سروو سرور و 6 موتور سروو برای کنترل درایو با دقت کنترل بالا استفاده می کند. در میان آنها، سکته مغزی موثر است
گیره سرو X1 110 میلی متر است و ضربه موثر گیره سرو X2 2000 میلی متر است. راندمان حرکت محور X توسط بهبود یافته است
کوتاه کردن سکته تغذیه و طولانی تر کردن سکته تخلیه. حداکثر 75 متر در دقیقه (150 متر در دقیقه در شرایط بدون بار) در پانچ
و حالت کار برش.
مجهز به موتور ABB سوئیسی، فشار هیدرولیک 600KN را تامین می کند..ایستگاه هیدرولیک استفاده می کند
موتور ABB سوئیس برای تامین فشار هیدرولیک 600KN، که همه آن به واحد پانچ و برش عرضه می شود.
به طور موثر فشار هیدرولیک کافی و پایداری کار پانچ و برش را تضمین می کند.

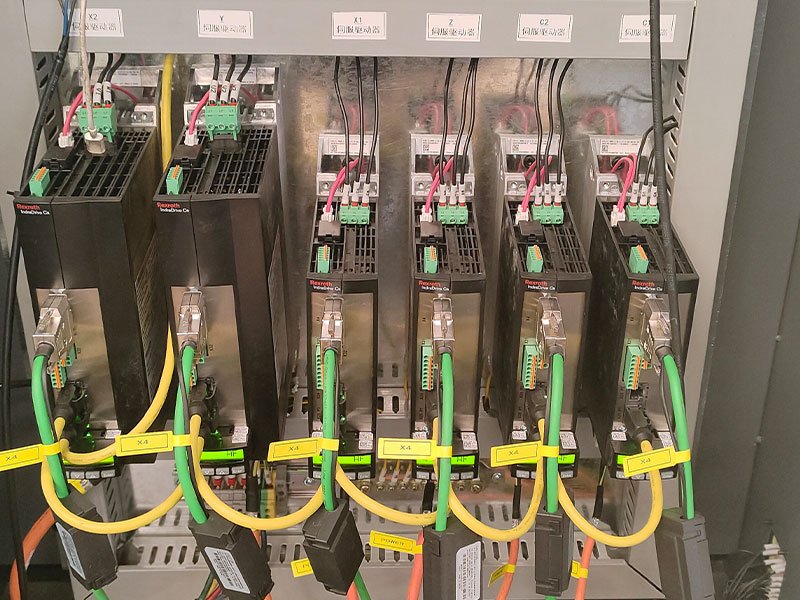
سیستم Beckhoff آلمان، سرو موتور و سرور Rexroth آلمان.
سیستم کنترل Beckhoff آلمان دارای کنترل حلقه بسته است که دارای مزایای دقت کنترل بالا است.
توانایی ضد تداخل قوی و خود انطباق انعطاف پذیر.
(سیستم کنترل زیمنس دارای کنترل دقیق ضعیف است، کنترل حلقه باز را اتخاذ می کند،
و مستعد از دست دادن اطلاعات است.) این تجهیزات از نام تجاری مشهور بین المللی استفاده می کند
لوازم جانبی (آلمانی Rexroth)، که پایدارتر از خود توسعه یافته چینی هستند
برندها و هزینه های نگهداری کمتری دارند.

