





Cisaille à poinçonner les barres omnibus CNC HQ600-S-7P
La cisaille-poinçonneuse de barres omnibus CNC LTMC HQ600-S-7P est une machine de traitement de barres omnibus CNC haute performance qui intègre le poinçonnage et le cisaillement. La machine de poinçonnage et de cisaillement de barres omnibus CNC HQ600-S-7P adopte un cadre de moule à colonne droite avec 7 poinçonnages, 1 cisaillement et 1 gaufrage pour assurer la concentricité des matrices supérieure et inférieure lors d'une utilisation à long terme pendant le traitement. Il est également équipé d'un système de contrôle CNC et d'un système CAD/CAM, qui améliore considérablement l'efficacité de la production de poinçonnage et de cisaillement des barres omnibus. Obtenez les derniers prix des machines de poinçonnage et de cisaillement de barres omnibus, contactez-nous maintenant.
LTMachine à barres omnibus Vidéos :
Informations :










Poinçonneuse de barres omnibus en cuivre CNC HQ600-S-7P Spécifications
| Modèle | QG600-S-7P |
| Force maximale | 600kn |
| Taille de la station d'alimentation | 3000x500mm |
| Taille de la station de déchargement | 2500x500mm |
| Taille maximale de la plaque | 6000x200x15mm |
| Épaisseur maximale de traitement | 15mm |
| Largeur de traitement maximale | 200 mm |
| Diamètre de poinçonnage maximum | Ø4,3-Ø55mm |
| Nombre maximum de matrices de découpe | 1 |
| Nombre maximum de matrices de poinçonnage | 7 |
| Nombre maximum de moules de gaufrage | 1 |
| Déplacement maximal sur l'axe X | 2000 mm |
| Erreur de précision sur l'axe X | 0,10/500 mm |
| Déplacement maximal sur l'axe Y | 960 mm |
| Erreur de précision de l'axe Y | 0,10/500 mm |
| Déplacement maximal sur l'axe Z | 310mm |
| Vitesse de positionnement maximale sur l'axe X | 75m / min |
| Course de cylindre frappante | 45mm |
| Nombre d'axes de contrôle | 6 |
| Dimensions (LxlxH) | 10500x2750x1800mm |
| Poids | 6700 kg |
Fonctionnalité:
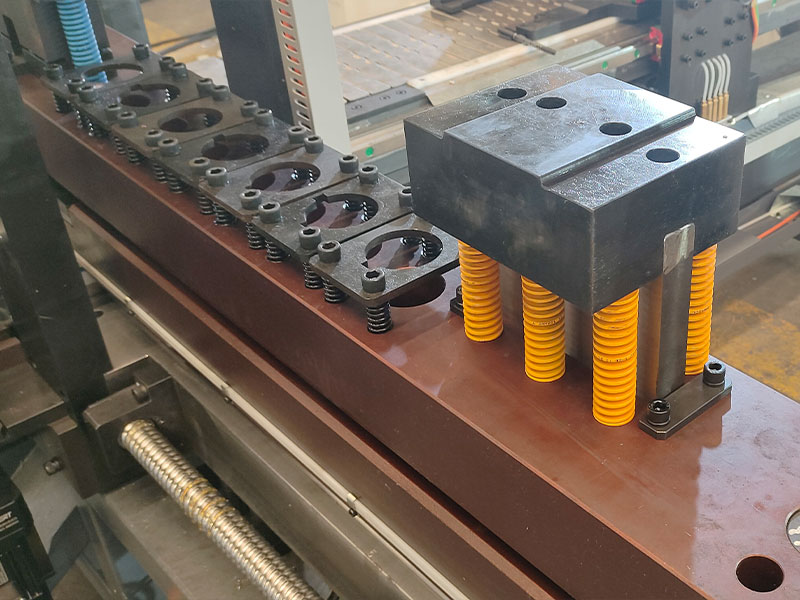
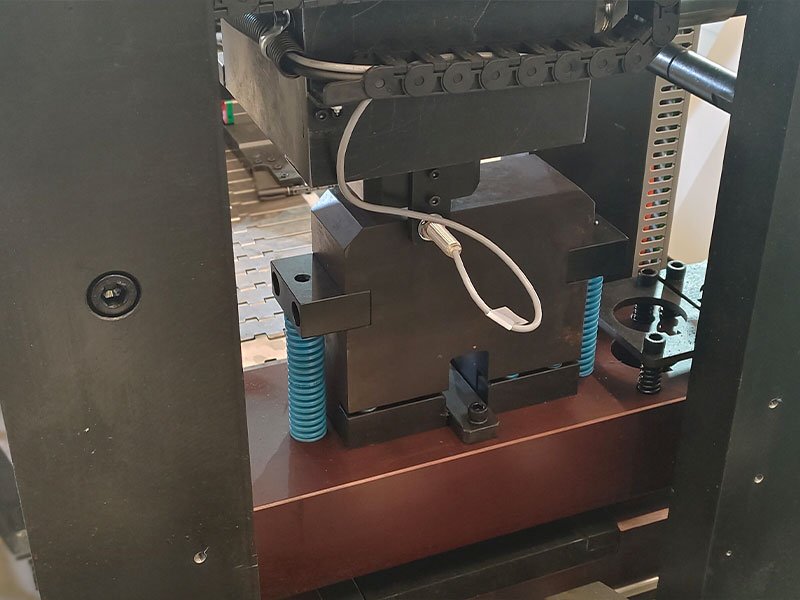
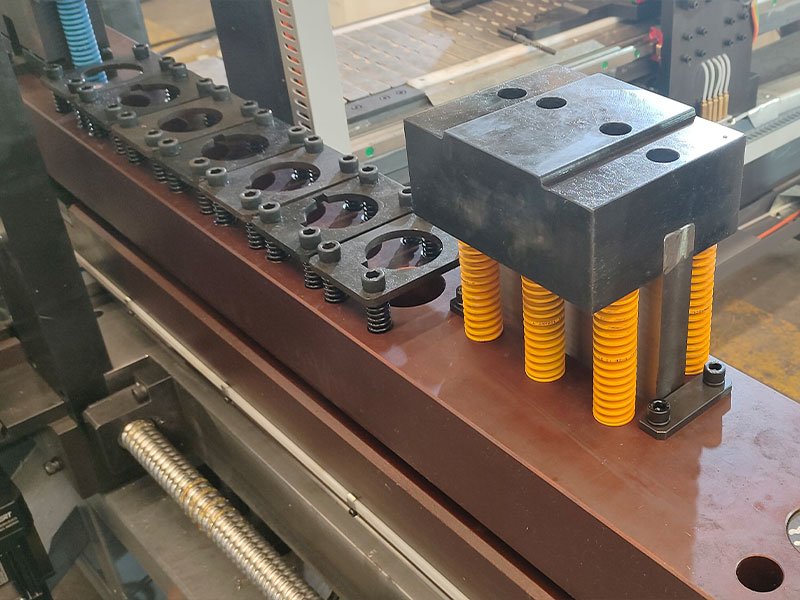
Bibliothèque de matrices à une rangée de colonnes droites, composée de 8 moules de poinçonnage + 1 moule de cisaillement + 1 moule de gaufrage .
Conception de bibliothèque de matrices à une rangée, avec 7 moules de poinçonnage + 1 moule de cisaillement + 1 moule de gaufrage dans la même rangée pour assurer la concentricité du travail de poinçonnage et de cisaillement. Tout en garantissant l'efficacité du poinçonnage et du cisaillement (40 m/min), le contrôle de précision peut atteindre 0,1 mm/500 mm.


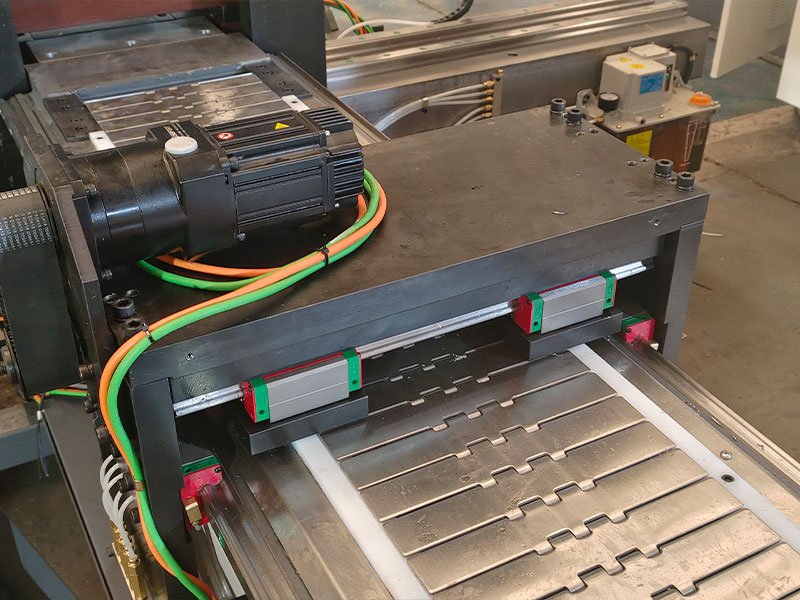
Le système servo est utilisé pour obtenir un contrôle sur 6 axes, et l'efficacité de poinçonnage et de cisaillement sur l'axe X est maximale de 75 m/min.
Le système de mouvement à 6 axes adopte 6 servoserveurs et 6 servomoteurs pour piloter le contrôle, avec une précision de contrôle élevée. Parmi eux, l'AVC efficace
de la pince servo X1 est de 110 mm et la course effective de la pince servo X2 est de 2000 mm. L'efficacité du mouvement sur l'axe X est améliorée par
raccourcir la course d'alimentation et allonger la course de décharge. Max 75 m/min (150 m/min à vide) dans le poinçonnage
et état de fonctionnement en cisaillement.
Équipé d'un moteur Swiss ABB, il fournit une pression hydraulique de 600 KN.La station hydraulique utilise
Moteur Swiss ABB pour fournir une pression hydraulique de 600 KN, qui est entièrement fournie à l'unité de poinçonnage et de cisaillement,
assurant efficacement une pression hydraulique suffisante et une stabilité du travail de poinçonnage et de cisaillement.

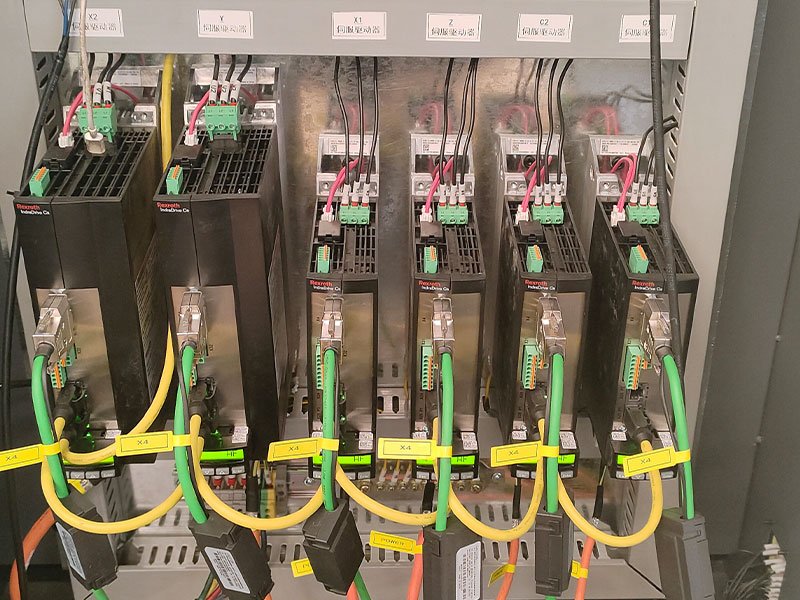
Système allemand Beckhoff, servomoteur allemand Rexroth et servoserveur.
Le système de contrôle allemand Beckhoff est doté d'un contrôle en boucle fermée, qui présente les avantages d'une précision de contrôle élevée,
Forte capacité anti-interférence et auto-adaptation flexible.
(Le système de contrôle Siemens a un contrôle de précision médiocre, adopte un contrôle en boucle ouverte,
et est sujet à la perte de données.) L'équipement utilise une marque de renommée internationale
accessoires (allemand Rexroth), qui sont plus stables que les chinois auto-développés
marques et ont des coûts de maintenance inférieurs.

